Carissimi Amici
Allora proseguiamo
Purtroppo se devo fare fotografie ed il manufatto, il tempo,và trovato e diventa tutto più complicato.
Ma ci ho provato alle alternative,,ma vedo che se dovete solo leggere,,diventa difficile proseguire.
Per cui passiamo agli esempi.
Ora chiamare il sottodescritto un metodo è una parolaccia.
ma il manufatto lo si fa,ed anche preciso.
Ed a essere sincero,mi diverte anche di più.
Programmare una macchina per fare un pezzo è sicuramente allettante,ma poi quel pezzo è troppo facilmente ripetibile,non ha più storia,invece a mano ogni pezzo ha la sua vita,e checché si dica,tribolando per nascere ha un valore che altrimenti non acquisirebbe mai.
Per cui tante volte ,quasi son contento di ridare vita a sistemi dimenticati.
Torniamo a noi.
Vogliamo realizzare questo albero portafresa,ma ci manca il tornio grande.
Nessuna paura,che ci crediate o no,il tornio è una delle poche macchine in grado di costruire un'altra se stessa.
Basta saperlo fare.
Come molte volte sottolineato se manca attrezzatura …………….
Anteprima
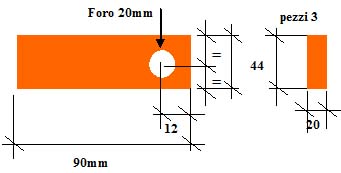
Per proseguire serve il solito pezzo di manico di scopa,o similare ed un pezzetto di compensato,(Multistrato )dello spessore di 8 mm circa. Non è determinante,và bene pure una assicella in legno.
Il multistrato ha il vantaggio come legno di essere leggero,non avere problemi di venature,in quanto la parola compensato stà ad indicare proprio un manufatto a venature incrociate,che si compensano,permettendoci di maltrattarlo che non si rompe,indipendentemente dal lato da cui noi lo usiamo.
Useremo questo pezzo di compensato come lunetta provvisoria,dico provvisoria,perché poco per volta ci faremo quella adatta e definitiva.
Per cui non perdeteci troppo tempo,sarà una versione usa e getta (conservatela solo fino alla definitiva,sarà ancora utile.
Questa viene fatta sul mio tornio,ma è intuibile farla sul Lorch,basta invertire il fermo.
E su altri torni,semplicemente serve un supporto sotto a 90° che faccia da mensolina ,anzi è ancora più facile bloccarla.
Ma se in difficoltà basta chiedere
Schizzo del legnaccio
Realizzazione
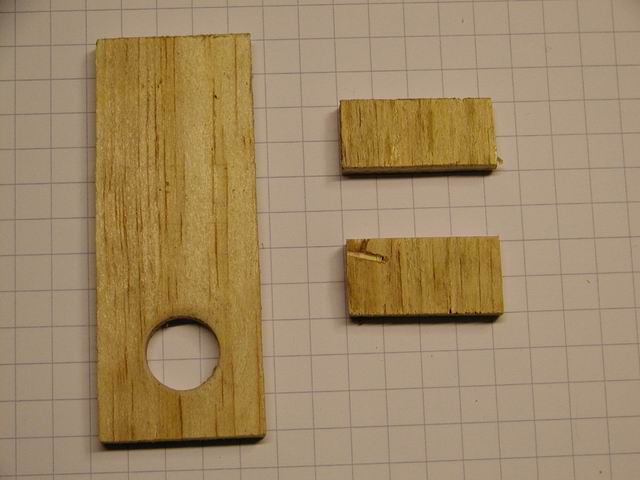


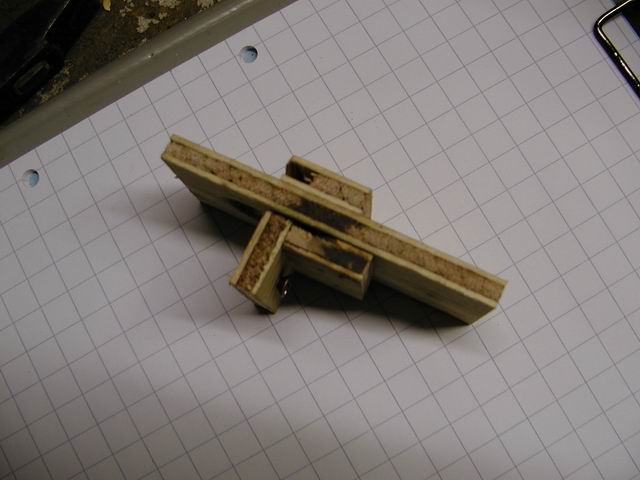
Consiglio di incollare le parti con vinavil,se avete fretta bostic superchiaro o similari.
Alla fine a parte ultimata,serve mettere la vitina di fermo,per questo potete fare come ho fatto barbaramente io in fotografia,usando una panelvit (viti autofilettanti per legno) avendo però l'accortezza di molare via quella puntaccia che hanno,per non rovinare il piano guida tornio.
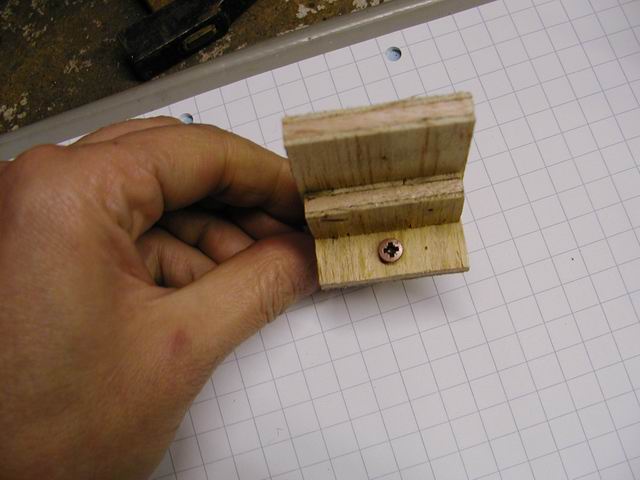
Il buco nel mio caso,deve essere fatto preciso,deve scorrere,ma non ballare.
per quel poco che servirà,sarà la vite a tenere fermo.
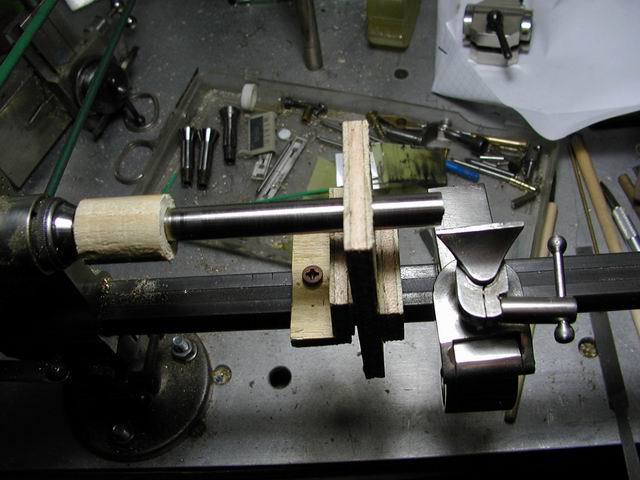
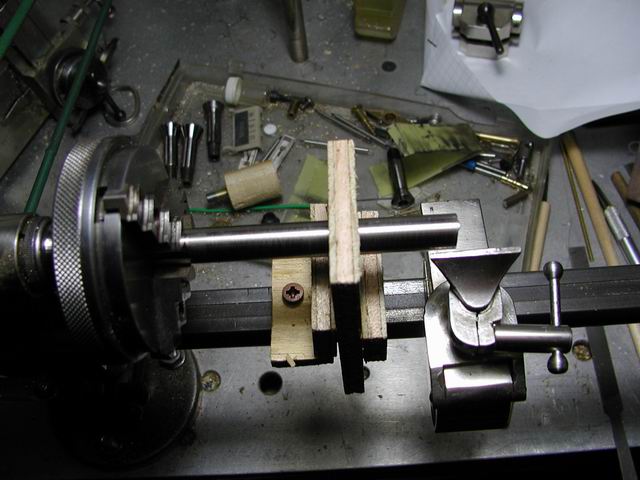
Questa lunetta provvisoria ci permette di fare il centrino ad un lungo pezzo che se no non sapremmo come prendere sul tornio.
Finiamo la lunetta.

sulla testa del tornio fissiamo una punta trapano,la misura che più vi aggrada in base alle pinze che avete,deve essere sufficentemente grande da darci la misura di un centrino.
per campionare la misura.
poi faremo scorrere la nostra lunetta da finire,fino alla punta,accendiamo il motore e foriamo spingendo delicatamente la lunetta contro alla testa del tornio,badando di non bucarci un dito,e di non disassare la lunetta.

Eseguita questa operazione,nel nostro caso,avendo una barra da 10 mm
eseguiremo con un trapano il foro da 10mm con una normale punta trapano.
Poi serve fare l'attacco di testa.
Ecco nuovamente utile il vecchio tondo del manico di scopa....
Oramai lo conosciamo
sempre avvitato,sulla nostra vite e chiusa nella pinza 5mm ormai pinza tutto fare.
provvederemo con il bulino a spianarlo,fare un bassofondo profondo circa 7 8 mmdel diametro 10mm ove il pezzo di barretta tagliaato,deve entrare giusto,meglio se incastrato,però senza forzare il legno,o lo spacca,il fermo esatto,sarà dato dalla solita gommalacca.
Cosa che abbiamo già visto in precedenza.

Eccoci pronti al proseguo.
Inseriamo il nostro manufatto da lavorare.
Variante per chi ha il mandrino autocentrante ed è quindi più agevolato e farà prima
A questo punto,il pezzo bloccato e guidato dalla lunetta,ci permetterà una primaria lavorazione e comandato dal tornio è pronto per la prima lavorazione,lo spianeremo,e faremo il centrino per la contropunta.
Eseguita la parte,servirà smontare il manufatto ed eseguire l'altro lato,spianatura e centrino.
Non togliamo il pezzo dal tornio

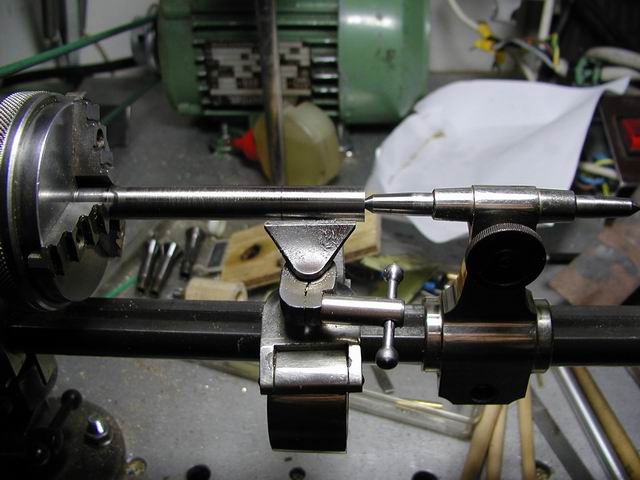
Dovremo ora smontare la nostra lunetta,ha cessato per ora il suo supporto
E al posto metteremo la nostra contropunta,con un velo di grasso sulla punta,per non rovinare ne manufatto,ne contropunta.
Servirà durante la lavorazione controllare che nulla vari,durante il tragitto,ovvero la contropunta,non scaldi,non prenda gioco,il manufatto sia sempre ben fermo al suo posto.
Adesso serve fare per primo il pezzo con il diametro 5mm
Lo torniamo e rifiniamo a misura,bello,liscio e cilindrico,dalla sua precisione,dipenderà la buona chiusura in pinza.
Fatto questa parte,possiamo smontare il manufatto.
Ed anche il mezzo che è stato usato per fermare il manufatto all'asse del tornio,il manico di scopa od il mandrino.
mettiamo al posto la pinza da 5mm ed inseriemo il nostro pezzo semilavorato.(il centrino lo dovremmo avere già fatto prima)
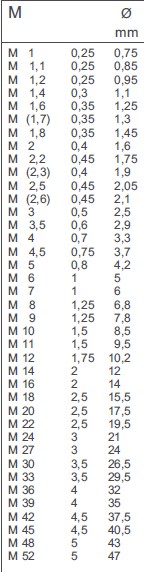
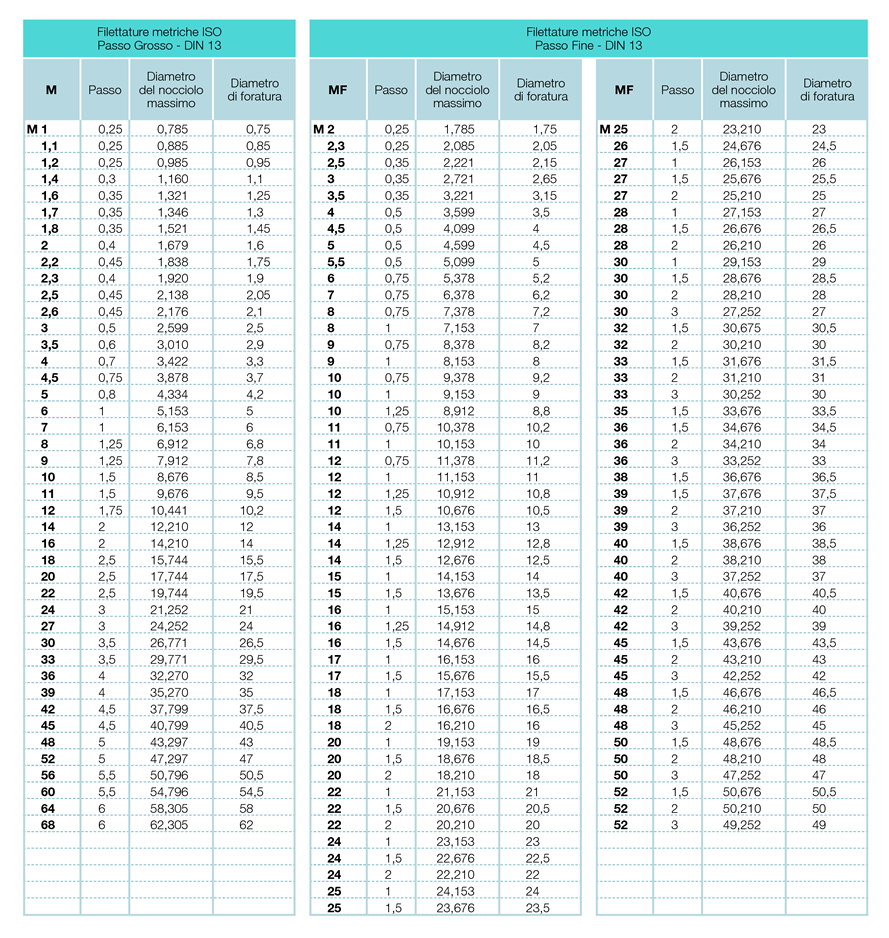
ora,chiuso nella pinza e controllato dalla contropunta,eseguiremo il tutto,prima il diametro 8mm per il sico da taglio,poi il pezzo da 4mm che dovrà essere filettato.
Io proseguirò comunque il lavoro e lo documento per il forum,ma ho voluto dare questa anteprima,per velocizzare la cosa.
Per la filettatura,servirà filettare tutto il gambo ,sino a che la filiera si appoggerà alla base dell 8mm svitando poi la filiera,vi accorgerete che manca parte del filetto,e non è andato sino contro,causa la conformazione della filiera e dell'invito della stessa,per poter filettare.
Nessun problema.
Se noterete nello spaccato del mio schizzo,la cosa è prevista,il dado che provvederà alla chiusura ha un invito che serve a superare tale problema.
L'alternativa è praticare uno scasso nel diametro,facendo una tornitura ribassata.
cosa che sconsiglio vivamente,per un motivo di sicurezza.
se avrete seguito le mie istruzioni,vi ho suggerito del materiale duttile da lavorare,l'AVP ,questo materiale è molto morbido e di buon comando,spettacolare da tornire,ma ha rovescio della medaglia,ovvero non è particolarmente forte,come l'acciaio.
Se lo dimensionate,come vi ho suggerito non avrete problemi,ma se ad esempio facciamo questo bassofondo,potremmo invitare una rottura,indebolendo un alberino che con i suoi 4 mm è al limite e non deve subire indebolimenti,o quando lo sforzeremo nel taglio si potrà spezzare o anche solo deformare.
Il seguito più avanti.
un caro saluto
Pierino la peste
Ps ho dimenticato (spero solo questo) di scrivere di mettere olio o un po di grasso tra la lunetta ed il manufatto,onde impedire un grippaggio.
Per Ignazio MR3 è ottimale.
Risaluto











 )
)




