|
Carissimi Tranquilli,non è un mio ritorno al forum,
Semplicemente questa mattina,Nematos,mi ha telefonato,onde avere un chiarimento dei nostri rapporti.
Indubbiamente la cosa mi ha fatto piacere e per rispetto della persona e correttezza vorrei rispondere in primis
Ritenendo questa una delle cause principali di tante discussioni.
una cosa che a me pareva talmente ovvia da non riuscire a comprendere il perché,della domanda.
Sono proprio fatto male.
Commenti a parte,questa è stata la principale causa del disappunto,e avendo sollevato per questo un polverone,non posso esimermi da calmare il vento.
A domanda chiara serve una risposta corretta.
Perché impernare un asse da bilancere è ritenuto un oltraggio??
Onestamente lo è anche,molte volte impernare una ruota scappamento.
Il motivo è molto semplice.
ma per questo serve premessa.
La parola precisione assoluta,come perfetto,sono chiaramente utopia.
Serve un compromesso al solito.
Il bilancere è un componente assemblato,per cui sarà sempre carico di errori.
Per fare funzionare al meglio un orologio,serve chiaramente che una delle sue parti più importanti ne abbia il meno possibile.
Mi spiego meglio.
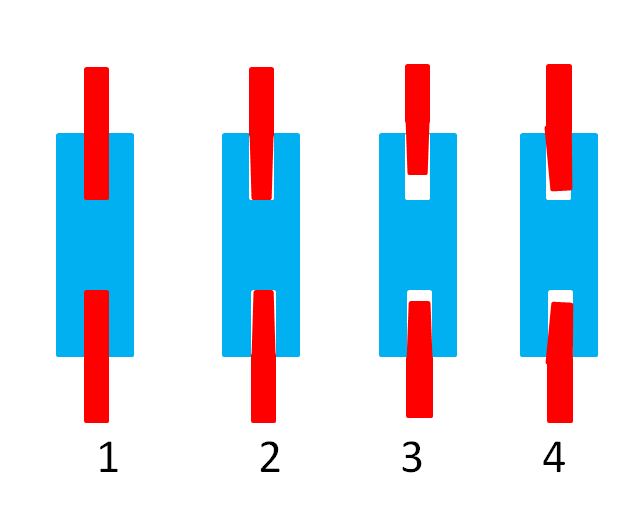
Il bilancere lavora principalmente tra le punte.Se ne deduce che:
Un microscopico errore,sulle punte si ripercuote moltiplicato per l’altezza dell’asse sul bilancere,più un altro che incide sulla non perfetta linearità della o peggio delle punte impiantate.
Questo chiaramente a seconda della posizione in cui è messo l’orologio.
Noi comuni mortali,non avendo possibilità di investire milioni di euro per acquistare attrezzature,così precise come quelle usate dalle maison per fare assi,di produzione,dobbiamo scendere a compromesso,soprattutto nella realizzazione.
Per cui anche nella costruzione di un asse,l’unico mezzo corretto è realizzarlo tra le punte,con bulino a mano,guidando l’asse con un menabrida.
Solo così lo facevano gli antichi e solo così viene al meglio.
Spero che almeno questo sia intuibile.
Il chiuderlo in pinza e lavorarlo a pezzo intero è già una scorciatoia,in quanto mano mano che andiamo avanti nella lavorazione aggiungiamo imperfezioni all’asse.
Parti di queste,possono poi essere corrette in fase di finitura,ma comunque la precisione è drasticamente diversa.
Se poi lo realizziamo di carrello a croce,aggiungiamo gli errori che questo ha come sistema macchina obbligato.
Purtroppo,nella meccanica,siamo limitati dai mezzi con cui operiamo.
Ma siamo limitati anche nei mezzi di controllo.
salvo dotarci di sofisticati sistemi di misura
La realizzazione di un asse e il suo assemblamento con il volano è un proseguo di i guai ai quali andremo incontro,eseguendo tutta la procedura .
Esecuzione che ometto in quanto fatta rivedere anche dal buon Nematos medesimo.
Più operazioni sbagliate facciamo,maggiori saranno,gli errori che accumuleremo.
Alcuni si compensano ma per molti ciò non avviene.
Per cui si cerca di evitare quelli a cui è con mezzi normali quasi impossibile controllare.
Come appunto la linearità di un asse.
Ora se a tutti i costi si vuole impernare un asse,ma evitare di fare ciofeca,non vi piace Ciofeca??
Proviamo altro termine,un mezzo carico di errori.
Servirebbe riprenderlo tra le punte e tornirlo a misura.
Per chi non sa cosa vuole dire prenderlo tra le punte,si usa gergalmente dare questa definizione ad una lavorazione eseguita al tornio,inserendo il pezzo da lavorare senza pinza,ne mandrino,ma semplicemente tra due contropunte.
Il moto al pezzo viene trasmesso da un menabrida.
Non ha importanza che siano centrate,tornendolo a mano,non si hanno vincoli,serve solo che la testa (tornio) abbia il minor gioco possibile.
Il classico tornio da orologiaio è essenzialmente privo di accessori.
Composto solo da menabrida,due contropunte ed un supporto per bulino.
Con questo semplice mezzo è possibile costruire particolari di altissima precisione.
Tornando a bomba.
Per poter prendere l’asse in macchina,(tra le punte) dobbiamo avere per prima cosa del materiale in aggiunta,o non potremo tornirlo,(L’asse deve essere più alto)
In più dato l’impossibilità di centralo,con notevole precisione,serve anche che sia maggiorato,almeno nei diametri essenziali.
Quali appunto le punte dell’asse,che dovranno essere ripassate,il piano dove poggia il volantino,il suo diametro di centraggio,il diametro dove deve essere posizionato il plateau,gli altri sono solo di supporto e meno importanti,anche se quello dove entra la virola se è centratissimo,non è certo un danno.
Se sono maggiorati,messi tra le punte e asportato il materiale in eccesso,ci troviamo al fine il pezzo eseguito in linea e al meglio di quello che potremmo fare.
Non penso serva sottolineare oltre che solo così potremo avere un asse lineare.
Questo non lo ha precisato nemmeno lo svizzero.
Ha detto linearità del 100%,ma ha dimenticato o dato per scontato anche centratura degli altri diametri al 100%
Ora 100% è anche questa utopia.
Ma resta indubbio che maggiore sarà la percentuale che scende dal 100%,maggiore sarà l’imprecisione in controllabilità del tempo che il nostro bilancere ci darà.
Arditamente spero che questo sia sufficiente chiaro.
Proprio perché vorrei evitare altre discussioni o post.
Risaluto tutti con molta simpatia
Pierino la peste
_________________
L'esperienza è il tipo di insegnante più severo,Prima ti fà l'esame,poi ti spiega la lezione
|