Grazie a tutti per le vostre parole di apprezzamento

,
rrados provo a fornirti un punto di vista teorico sul procedimento, l'esperienza e la pratica ce le devi mettere tu

Cominciamo dal tuo procedimento:
rrados ha scritto:
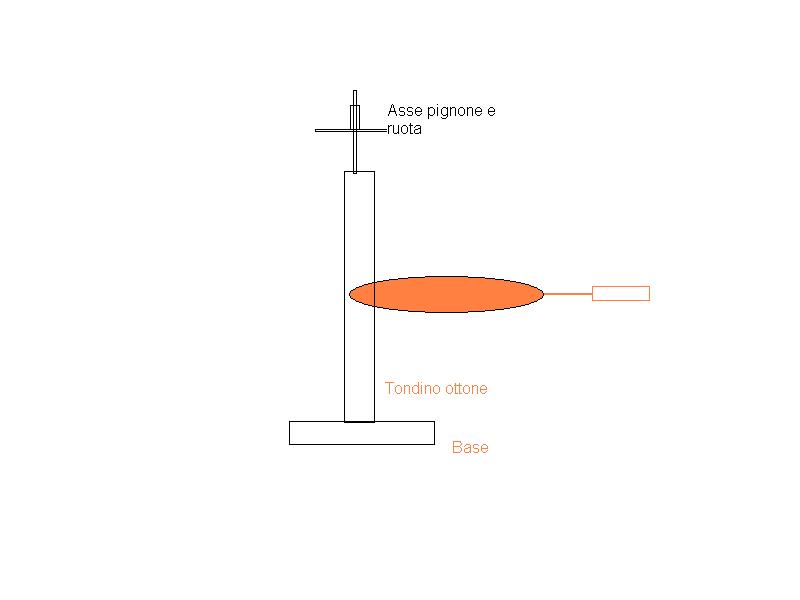
io ho preso un tondino di ottone, ho fatto un forellino in testa dove alloggio l'asse che entra per circa 1 mm e poi scaldo il tondino dal basso (a luce spenta così vedo quando cambia il colore) fino a che non comincia a diventare rosso.
Il disaccoppiamento con il tondino di ottone garantisce costanza, omogeneità e gradualità nell'erogazione di calore.
Non ci sono grandi differenze di temperatura tra la parte inferiore (a contatto con il tondino) e la parte superiore dell'asse (che immagino tu lasci libera in aria).
Lo stato di colorazione uniforme dell'asse alla fine del procedimento e' una conferma della erogazione lenta e graduale del calore.
Il procedimento che descrivi nelle "foto altrui" non e' lo stesso.
rrados ha scritto:
in prossimità del perno c'è un'area bluita molto ridotta (solo vicino alla testa dell'asse) mentre il perno è lucido ed il resto dell'asse è lucido
Quel tipo di colorazione si ottiene quando il calore viene erogato direttamente sulla parte interessata e aiutato a dissiparsi prima di raggiungere il resto dell'asse.
Un modo complicato di dire che l'asse e' stato tenuto sulla fiamma viva reggendolo con una pinzetta di ottone.
La parte vicina alla fiamma raggiunge una temperatura molto più alta della parte opposta, grazie anche alle pinzette che smaltiscono il calore.
La differenza tra i due procedimenti e' abbastanza evidente, in fisica si potrebbe parlare di gradienti di temperatura molto diversi.
Ma non voglio entrare in campi che hanno generalmente pochi fans
perciò provo a descrivere gli effetti in modo pratico, scusandomi con i fisici per l'approccio da divulgatore scientifico a buon mercato
Immagina di avere una busta di plastica sigillata piena di cubetti di ghiaccio.
Ora prendi un pentolone d'acqua bollente e buttaci dentro la busta.
Se aspetti abbastanza tempo, il calore scioglierà tutto il ghiaccio.
La busta potrà essere modellata e poi ricongelata per garantirne la robustezza alle sollecitazioni.
Ora cambiamo procedimento e mettiamo la busta nell'acqua bollente solo per il tempo necessario a sciogliere un po' i cubetti, ma non completamente.
La busta potrà essere ancora modellata, anche se meno agevolmente, e poi ricongelata.
Ma le saldature tra i cubetti saranno dei punti di debolezza, lungo i quali potranno formarsi delle fratture alle prime sollecitazioni.
Ora pensa ad una situazione mista, la busta e' completamente congelata e tu ne scaldi solo una estremità.
Una parte del ghiaccio resterà intatta, la parte scaldata invece avrà un misto di acqua e ghiaccio.
L'estremità potrà essere modellata e ricongelata nella nuova forma, ma inevitabilmente si formeranno saldature tra il vecchio ghiaccio e il nuovo ghiaccio che potranno dare luogo a fratture.
Ricapitolando:
Se scaldi in modo omogeneo l'asse (come appare dal tuo procedimento) tutti i cubetti si scioglieranno e avrai la maggiore facilita' nel rimodellare la forma.
Se scaldi in modo disomogeneo l'asse (quello da te visto sulle foto) solo una parte dei cubetti si scioglierà, ma potrai ancora rimodellare la forma nella zona interessata.
Le differenze le avrai quando avrai ritemprato l'acciaio: nel primo caso la tempra sarà omogenea, nel secondo avrai creato la possibilità di fratture nell'asse.
Sembrerebbe dunque che il metodo di fornire il calore in modo omogeneo e graduale sia preferibile a quello che concentra il calore su un'estremità.
Ma, come spesso accade, non e' tutto oro quello che luccica.
Vediamo un caso analogo, la ricostruzione del gancio sulle molle di carica.
La molla viene riscaldata sulla fiamma solo in corrispondenza della sua estremità, modellata a forma di gancio e poi ritemprata.
Anche se ci sono buone probabilità che la prossima rottura avverrà in corrispondenza della "saldatura" tra tempra vecchia e tempra nuova, c'è poco da fare.
Senza apparecchiature specifiche e' praticamente impossibile ripristinare la tempra in modo omogeneo su tutta la molla.
Inoltre, per mantenere le sue proprietà l'acciaio della molla dovrebbe essere riportato all'esatto grado di durezza assegnato in fase di progetto.
E il grado di durezza dipende dal tipo di acciaio e da una quantità di parametri non facilmente controllabili nel proprio laboratorio quali temperatura e durata della tempra, velocità di raffreddamento, temperatura e durata del rinvenimento, ecc.
Insomma, e' molto difficile che si riesca a riportare l'acciaio alle sue esatte caratteristiche originali.
Per questo motivo si tende a limitare il riscaldamento alla porzione di metallo più piccola possibile per consentire l'intervento. L'alterazione delle proprietà dell'acciaio viene limitata alla parte strettamente necessaria.
Quale che sia il metodo scelto, solo l'esperienza può garantire un buon risultato. La sensibilità del bravo artigiano può fare davvero miracoli e beffare la fisica. Adesso prova a spiegarlo al tuo prossimo cliente
// ocram




 ed un grazie per il tempo che ci ha dedicato
ed un grazie per il tempo che ci ha dedicato 





 il mio procedimento è giusto?
il mio procedimento è giusto?