Ho fatto un po' di esperimenti di doratura galvanica e vi racconto procedura e risultati.
Ho trovato molto utile il documento citato da Orlogiastro, nonché innumerevoli descrizioni che non è possibile elencare.
Prima di tutto: ho comperato i bagni già pronti per evitare problemi nelle diluizioni di componenti in grani o polveri. Si trovano facilmente dai fornitori di attrezzature per gioiellieri
Per la sgrassatura:
Allegato:
 sgrassa.JPG [ 132.18 KiB | Osservato 7584 volte ]
sgrassa.JPG [ 132.18 KiB | Osservato 7584 volte ]
Per la neutralizzazione:
Allegato:
 neutra.JPG [ 131.55 KiB | Osservato 7584 volte ]
neutra.JPG [ 131.55 KiB | Osservato 7584 volte ]
La neutralizzazione è necessaria per portare il pezzo a un pH neutro.
Per la doratura:
Allegato:
 oro.JPG [ 76.02 KiB | Osservato 7584 volte ]
oro.JPG [ 76.02 KiB | Osservato 7584 volte ]
Ho scelto un oro rosato perché devo sistemare un paio di vecchi polso in oro rosa, ma comprerò anche altre tinte.
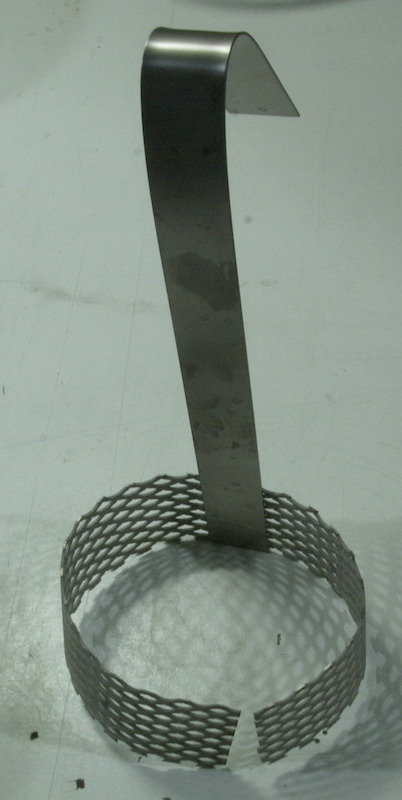
La doratura richiede un anodo di titanio platinato, anche questo disponibile in fornitura, che ho piegato per adattarlo alla forma del contenitore:
Allegato:
 anodo.JPG [ 69.33 KiB | Osservato 7584 volte ]
anodo.JPG [ 69.33 KiB | Osservato 7584 volte ]
Ho preferito un contenitore cilindrico proprio per poter circondare facilmente in questo modo il pezzo da dorare con l'anodo.
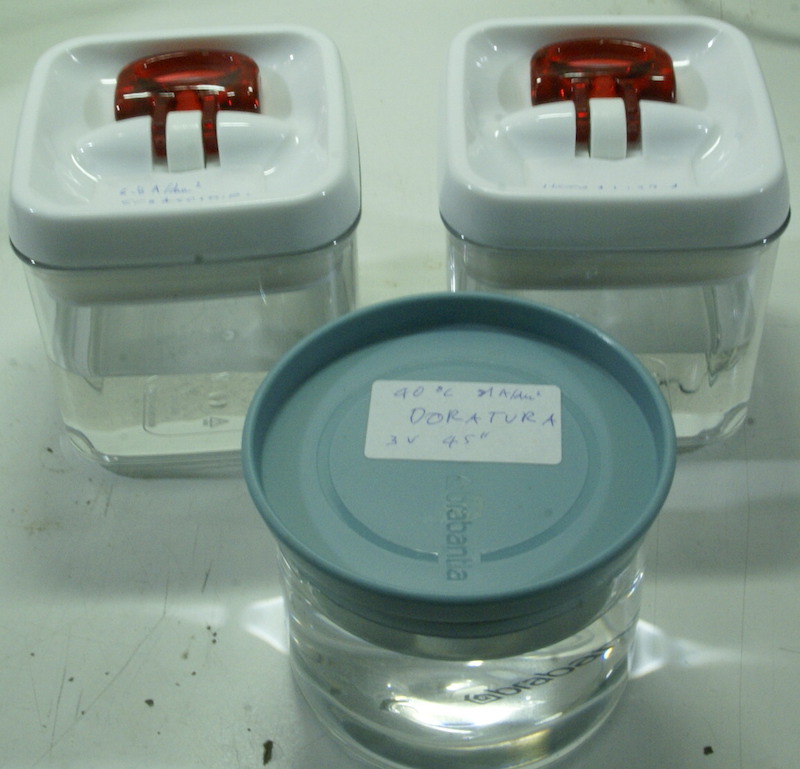
Per gli altri bagni ho usato contenitori da frigorifero con chiusura "quasi stagna", che riduce l'evaporazione e eventuali contaminazioni:
Allegato:
 vasetti.JPG [ 117 KiB | Osservato 7584 volte ]
vasetti.JPG [ 117 KiB | Osservato 7584 volte ]
Tutti contenitori hanno una capacità di 400 cc, più che sufficiente per lavorare i piccoli pezzi di orologeria. Per pezzi più grandi temo che senza un alimentatore adeguato non sia possibile come spiego dopo.
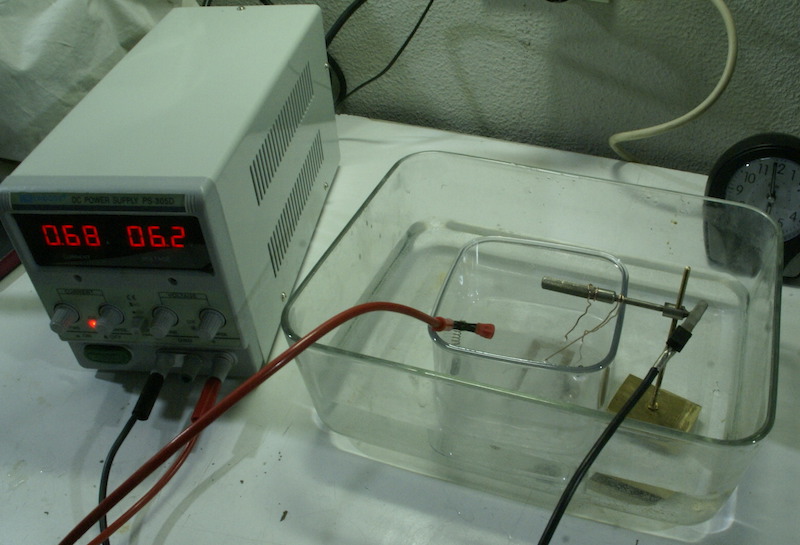
Uso un alimentatore da banco per elettronica, 5A, 12 Volt, stabilizzato e regolabile in tensione o in corrente.
Per la sgrassatura uso un anodo in grafite, ho provato sia una spazzola per motore elettrico sia una semplice mina di matita ed entrambi funzionano egregiamente. La sgrassatura richiede circa 2 minuti a 4-6 Volt, libera bollicine in piccola quantità che credo siano idrogeno, visto che il bagno contiene tensioattivi e idrossido di sodio. La sgrassatura è bene farla a una temperatura superiore a quella ambiente, io riempio una vaschetta di acqua calda a 50 °C circa e ottengo un "bagnomaria" sia per la sgrassatura che per la doratura.
Sgrassatura con anodo "spazzola" motore:
Allegato:
 anodo-spazzola.JPG [ 106.71 KiB | Osservato 7584 volte ]
anodo-spazzola.JPG [ 106.71 KiB | Osservato 7584 volte ]
Sgrassatura con anodo "matita":
Allegato:
 anodo-matita.JPG [ 98.5 KiB | Osservato 7584 volte ]
anodo-matita.JPG [ 98.5 KiB | Osservato 7584 volte ]
I pezzi da lavorare li "appendo" con filo di rame sezione 0,8 mm. Non ho osservato criticità dovute al contatto tra filo in rame e oro.
In generale si legge che per la doratura occorre una densità corrente dell'ordine di 30mA/cm2, i pezzi che o lavorato hanno una superficie dell'ordine di 20-30 cm2 massimo, mi aspetto quindi una corrente dell'ordine di 600 - 900 mA. Come vedete dalla foto la corrente è un po' superiore ma comunque in limiti accettabili per il mio alimentatore:
Allegato:
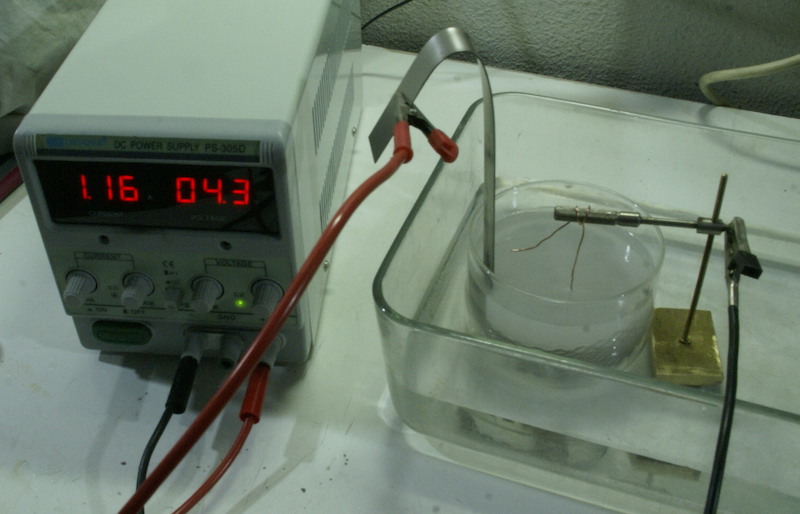 doratura-grande.JPG [ 91.71 KiB | Osservato 7584 volte ]
doratura-grande.JPG [ 91.71 KiB | Osservato 7584 volte ]
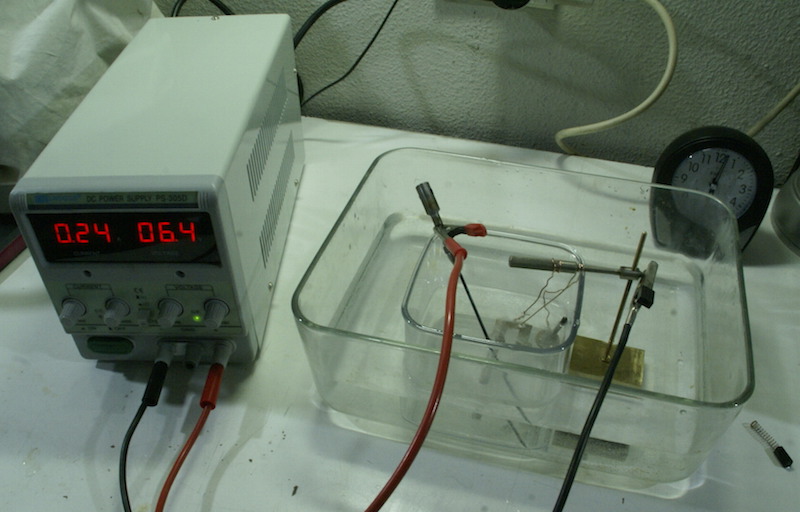
Lavorando pezzi più piccoli ovviamente a parità di tensione la corrente è inferiore:
Allegato:
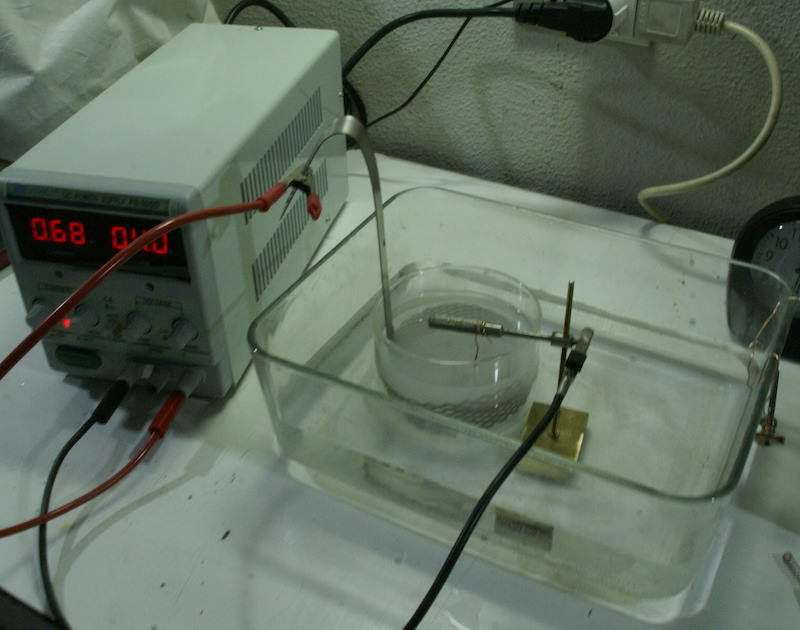 doratura-piccolo.JPG [ 110.91 KiB | Osservato 7584 volte ]
doratura-piccolo.JPG [ 110.91 KiB | Osservato 7584 volte ]
Il risultato si valuta dalle due fotografie seguenti, che documentano la doratura di un compasso antico in ottone.
Prima:
Allegato:
 prima.JPG [ 67.94 KiB | Osservato 7584 volte ]
prima.JPG [ 67.94 KiB | Osservato 7584 volte ]
e dopo:
Allegato:
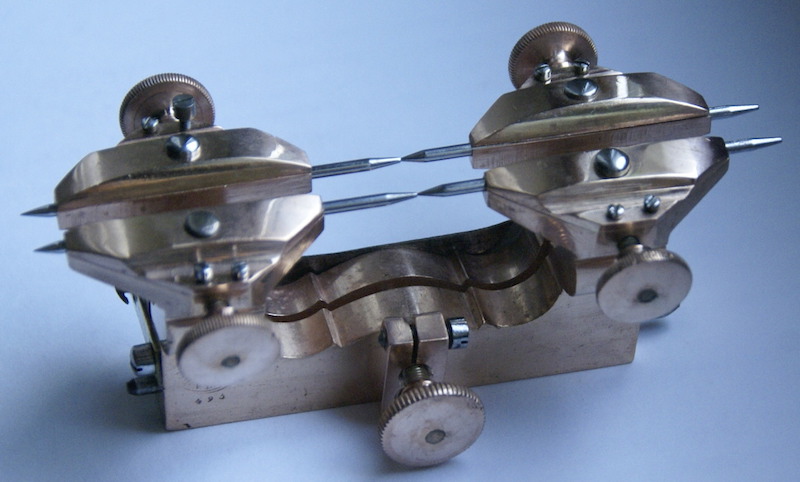 dopo.JPG [ 89.65 KiB | Osservato 7584 volte ]
dopo.JPG [ 89.65 KiB | Osservato 7584 volte ]
Riassumendo il procedimento:
- pulire e lucidare con cura ove necessario (per me lo era in quanto l'ottone era assai ossidato e pieno di sporco), anche con ultrasuoni come per una pulitura di fino
- primo lavaggio in acqua corrente
- sgrassatura galvanica a 40-50 °C circa, 6-7 Volt, durata: 1' 30" - 2' minuti
- lavaggio in acqua corrente
- risciacquo nella vaschetta del neutralizzatore
- risciacquo in acqua demineralizzata
- doratura galvanica a 40-50°C circa 4 Volt, durata: 45"-60"
- lavaggio in acqua corrente
- asciugatura ed eventuale lucidatura con pelle di daino
Durante tutta la lavorazione indosso guanti in lattice: MAI TOCCARE I PEZZI dopo la sgrassatura!
Aspetti critici:
- la lucidatura e pulitura iniziale è essenziale, altri strumenti che ho provato prima mal lucidati (macchie di ossido ad esempio) hanno delle macchie, piccole ma che rendono imperfetto il lavoro. La sgrassatura infatti non elimina macchie dovute a ossidazioni precedenti.
- non contaminare i bagni, lavare bene i pezzi a ogni passaggio
- la tensione di lavoro e la corrente non sono critiche, attenzione comunque a non toccare l'anodo con i pezzi: provoca piccole scintille (inoffensive) ma manda in blocco per qualche istante l'alimentatore. Questo può produrre effetti che non mi sono del tutto chiari, ma legati alla raccomandazione di inserire i pezzi ad alimentazione attiva - contaminazione da rame del bagno di doratura. In altre parole: prima si accende l'alimentatore, poi si collegano i pezzi al catodo e solo alla fine si immergono nel bagno di doratura. Alla fine della doratura seguire il procedimento inverso: togliere i pezzi prima di spegnere l'alimentazione. Il piccolo corto circuito provocato inavvertitamente probabilmente provoca il guaio che si raccomanda di evitare.
- la durata della doratura non è critica, si raccomandano 45" ma anche un minuto non provoca danno, e non provoca vantaggi. La documentazione che ho trovato indica che per placcature superiori a 0,2 micron occorre usare bagni particolari, quindi nessun vantaggio a prolungare la doratura per troppo tempo.
- la corrente dipende dalla dimensione degli oggetti, negli esperimenti fatti sono arrivato a correnti di circa 2 A con oggetti ancora abbastanza piccoli da stare dentro la vaschetta, se la superficie da dorare tuttavia supera i 5 dm2 si supera la capacità massima dell'alimentatore di 5A.
- la densità di corrente minima indicata non è uguale nei vari documenti che ho visto, ad esempio quello citato da Orologiastro dichiara 30 mA/cm2, il documento che spero di poter mettere a disposizione presto (è un pdf) dichiara 1 A/dm2 (tre volte meno), ma come ho detto, se la dimensione del pezzo è contenuto non ho riscontrato criticità, in quanto l'alimentatore riesce a mantenere una tensione di 4 Volt e la corrente anodica ha un ordine di grandezza accettabile.
Costi:
in totale ho speso circa 200€, tra bagni e anodo, considerando che ho speso la stessa cifra per dorare un arrondtore, non mi sembra troppo se si devono fare tanti lavoretti. Oltre a ciò temo che nessun artigiano sia disposto a fare prezzi molto più bassi per oggetti di piccole dimensioni.
Spero possa aiutarvi.
Daniele